Герметизация трубок соединителей и радиаторов
Причина трудновыполнимости ремонта и герметизации трубок радиаторов кондиционеров, а особенно тех, что установлены в автомобилях, заключается в их тонкостенности, а также высокой чувствительности радиаторов к процессу сварки. Для устранения отверстий и трещин в радиаторах требуется точечно добавлять металл в дефектных местах таким образом, чтобы не повредить участки, прилегающие к напыляемому слою, тепловым воздействием.
Именно такими условиями обладает технология газодинамического напыления металлов ДИМЕТ®. Она позволяет выполнять герметизацию течи в радиаторах и соединительных элементах кондиционеров именно локально, при температурах не выше 150 градусов, а главное – не воздействуя на прилегающие к дефекту участки.
Общие принципы, на которых основана герметизация методом газодинамического напыления, едины для восстановления герметичности всех возможных дефектов металлического изделия. Это не только радиаторы кондиционеров, но и стенки топливных баков и другие металлические изделия и объекты. Выполнение соединения тонкостенных трубок, устранения малых отверстий и других дефектов с легкостью выполняется с помощью технологии Димет. Для лучшего понятия процесса напыления металла газодинамическим способом, а также газодинамикой в целом, поможет ознакомление с подходами к проведению ремонта кондиционеров аппаратами ДИМЕТ®.
Базовые принципы и подходы к восстановлению герметичности Димет
Состав материала А-20-11 (алюминий, цинк и корунд ) напыляется перпендикулярно поверхности, отверстие герметизируется довольно быстро и тратится мало порошка (рис.1).
Рисунок 1.
Дальнейшее нанесение меняет форму вокруг отверстия, небольшая часть попадает в само отверстие, напыляемый металл образует форму кратера (рис.2)
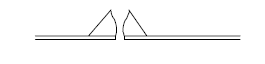
Рисунок 2.
В процессе формирования покрытия частицы состава осаждаются на внутренних стенках кратера, и постепенно перекрывают отверстие (рис.3)
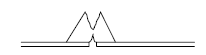
Рисунок 3.
После соединения стенок кратера и образования перекрытия над отверстием, образуется конус осаждаемого металла, герметизирующего изделие (рис.4)

Рисунок 4.
В целях надежности герметичности дефекта возможно увеличить толщину слоя на 0,5-1,0мм, проведя дополнительное напыление в режиме пониженной мощности. Но стоит обратить внимание в этом случае на увеличения размера нароста металла (рис.5)
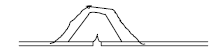
Рисунок 5.
Для уменьшения данного нароста используют различные инструменты – абразивный камень, шарошка или обычный напильник. При срезании происходит вдавливание нанесенного покрытия внутрь полости, и как следствие – герметизация отверстия. Также можно обеспечить полную герметичность, путем среза всего наплавленного материала (рис.6)
Рисунок 6.
После герметизации производим финальное напыление толщиной 0,5-1,0 мм в режиме «пониженная мощность» (рис.7)
Рисунок 7.
Герметизацию отверстий и трещин размером более 0,5мм необходимо проводить с помощью металлические пробок, которые нужны не для герметичного закрытия отверстия, а уменьшения размера щели до приемлемого значения. Материал пробки – мягкий металл (кусок алюминиевой или медной проволоки) (рис.8)
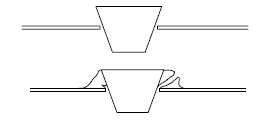
Рисунок 8.
Результат герметизации щели – получение бугорока с металлической пробкой посередине (рис.9)
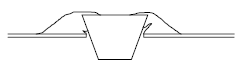
Рисунок 9.
Для того, чтобы избежать протечек, и обеспечения герметичности, необходим срез лишнего металла вместе с частью пробки (рис.10)

Рисунок 10.
Последняя стадия напыления происходит на пониженной мощности. Образуется слой по-рядка 0,5-1мм (рис.11)
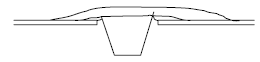
Рисунок 11.
Если необходимо обеспечить надежность крепления при больших давлениях, тогда проб-ки закрепляются с помощью двусторонних заклепок, резьбы, либо просто загиба проволо-ки. Делается это с целью снятия механических нагрузок с покрытия (рис.12)
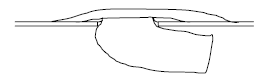
Рисунок 12.
Герметизация множественных отверстий
Для выявления микротрещин и микродефектов необходимо произвести напыление на поверхность с предполагаемыми дефектами тонким слоем. После проявления дефектов про-изводится нанесение металла конкретно на обнаруженные разрывы целостности поверхности (рис.13)
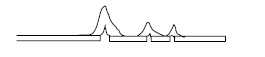
Рисунок 13.
После нанесения порошкового состава на дефекты, необходимо выполнение срезания напыленного слоя для герметизации дефектов до уровня основного металла и нанесения впоследствии финального слоя покрытия (рис.14)
Рисунок 14.
Метод нанесения слоя под углом около 45 градусов будет также достаточно эффективным. Первоначально производится нанесение бугорка по одну сторону отверстия (рис.15)
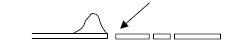
Рисунок 15.
Далее производится напыление под углом 45 градусов к обрабатываемой поверхности, при этом сопло плавно смещается от нароста покрытия вдоль линии отверстий. Таким образом происходит образование герметизирующего слоя над множественными отверстиями без образования высоких стенок кратера (рис.16)
Рисунок 16.
Также после нанесения необходимо произвести срезание выступающего слоя над основным материалом и далее нанести окончательный герметизирующий слой 0,5-1,0 мм в режиме пониженной мощности.
Особенности и сложности герметизирования газодинамическим напылением
Труднодоступность поверхности для проведения операций технологией ДИМЕТ® может стать причиной не только некачественной герметизации дефекта, но и причиной образования новых дефектов. Малые углы, которые образуются между положением напылителя и поверхностью с дефектом дают возможность абразивам, входящих в состав смесей, создавать вместо герметизирующего слоя новое отверстие. Для избегания такой возможности необходимо предоставить «зацепку» потоку герметизирующих частиц.
Один из возможных вариантов – установка в дефектное отверстие искусственной преграды. Для таких целей используют проволоку, обломок иголки или похожие предметы (рис.17)
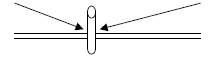
Рисунок 17.
Напыление начинается с основания дополнительной детали таким образом, так чтобы покрытие, которое образовывается, не мешало доступу к зоне герметизации ( рис.18)
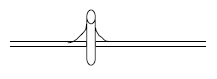
Рисунок 18.
Герметичность дефекта изделия достигается напылением слоя на поверхность по всему периметру отверстия.
Во время герметизации отверстия газодинамическим методом ДИМЕТ® необходимо создание преграды для потока частиц порошковой смеси. Для этого используется такие элементы как: небольшой кусок металла, фольги, стекло. Располагаться препятствие должно за отверстием (рис.19)
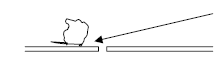
Рисунок 19.