Устранение прогаров на алюминиевой ГБЦ
Вопросы, возникающие с восстановлением поверхности ГБЦ от дефекта, вызванного прогаром, являются очень актуальными. Рассмотрим на примере представленного образца. На изображении 1 можно увидеть места, обведенные маркером. Эти метки показывают поврежденные участки привалочной плоскости головки блока цилиндров. До использования способа Димет, было два решения данной задачи: заплавка аргоно-дуговой сваркой либо выточка на фрезерном станке. Первый случай для ГБЦ не подходит, т.к. металл подвергается сильному нагреву, отчего меняются его геометрические формы, в том числе, и посадочные места, что совершенно недопустимо в сопряжениях двигателя. Второй вид восстановления также не является приемлемым, поскольку на образце прогары глубокие, что «неизлечимо» с помощью фрезы. Состав А-20-11 напыляется быстрее и удобнее. Отличием данной порошковой смеси от состава А-80-13 в том, что последний после нанесения имеет цвет, аналогичный основному металлу. В случае же с порошком А-20-11 — пятна напыленного металла светлее. После процедуры напыления остается произвести шлифовку поверхности, результат которой показан на изображении 2.
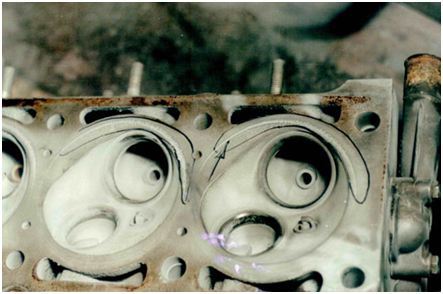
Изображение 1. Поврежденные участки привалочной плоскости головки блока цилиндров
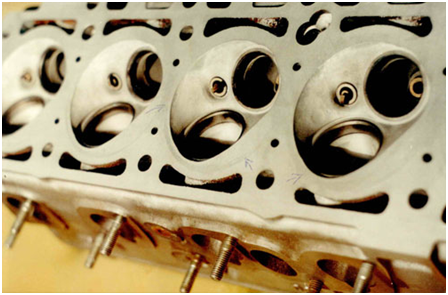
Изображение 2. ГБЦ после шлифования нарощенных прогаров.
Еще один пример использования вышеописанного метода. Здесь дефект корпуса — трещина, идущая с водяного канала по приливочной плоскости наружу. На изображении 3а трещина уже разделана фрезой и готова к нанесению порошковой смеси.
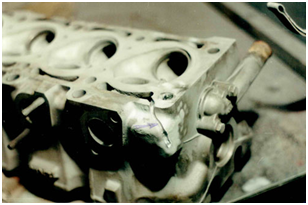
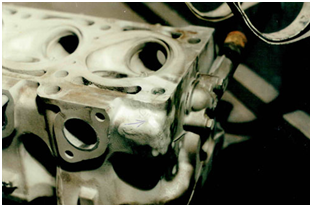
Изображение 3. Трещина на корпусе алюминиевой ГБЦ (а – до ремонта, б – после ремонта).