Устранение дефектов стальной формы
Дефекты в стальной форме для экструзионно-выдувного формования полиэтиленовых флаконов – трещины и сколы. Из-за дефектов снижена устойчивость выпускаемых флаконов. Температура и давление при формовании не очень высокие, что дает возможность выбора материала для проведения ремонта.
Поверхность перед напылением обрабатывается материалом К-00-04-16, обеспечивая достаточное значение шероховатости поверхности. Точность обработки ремонтируемого участка важна во время контакта напыляемого слоя с основой поверхностью. Этим обеспечивается качество соединения напыляемого слоя. Адгезия тем выше, чем больше шероховатость поверхности. Состав металлического напылителя – С-01-11. Наращивание поверхности происходит на большую толщину, чем требуемая. Это выполняется для того, чтобы во время завершения ремонта при шлифовании не был срезан слой, входящий в номинальное значение размера. Шлифование происходит на финальном этапе ремонта. Также подобрав дисперсность абразивного порошка, можно обеспечить совпадение шероховатостей отремонтированного участка и всей поверхности формы.
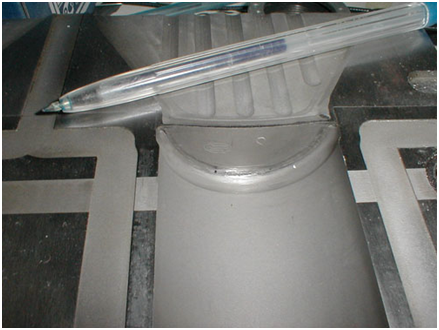
Изображение 1. Дефект стальной детали.
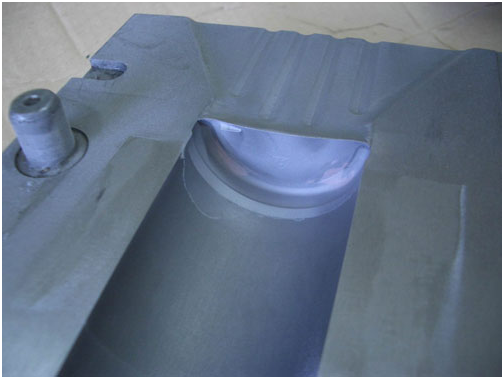
Изображение 2. Деталь, отремонтированная с помощью технологии Димет.
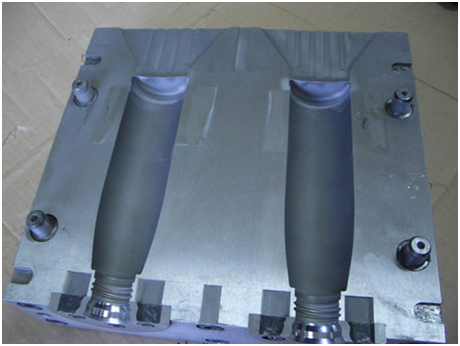
Изображение 3. Внешний вид всего изделия.